用手机扫一扫
服务热线
18968759203
恒齿贵宾接待
单分齿法粗刨时的余量增角对减速机齿轮加工的影响
在减速机齿轮加工中,单分齿法粗刨的余量增角对齿轮质量和性能有重要影响。余量增角随锥距R和余量值变化,需精确控制以确保齿形精度。不当控制可能导致齿厚不均、承载力下降、啮合精度降低,引发振动和噪音。操作人员需根据锥距和余量要求调整余量增角,以提高加工效率和保证齿轮质量。
单分齿法粗刨时工件安装角减小量对减速机齿轮加工的影响
在减速机齿轮加工中,单分齿法粗刨的工件安装角减小量对齿轮精度和质量至关重要。锥距R和齿底节深Δh的变化直接影响减小量Δδr,要求精确控制以保证齿轮形状和尺寸。技术人员需掌握这些关系,通过精确测量和调整加工参数,确保齿轮符合设计要求,提升减速机性能。
直齿锥齿轮刨齿刀(Ⅲ 型)在减速机齿轮加工中的应用
直齿锥齿轮刨齿刀(Ⅲ型)在减速机齿轮加工中关键,其模数和高度参数影响齿轮尺寸和承载力。精确的高度设置保证齿厚和齿高,确保啮合精度。切削刃设计减少磨损,提高表面质量。刀具安装和对刀精度及切削参数选择对加工质量至关重要。合理使用刨齿刀,生产高质量齿轮,保障减速机高效稳定运行。
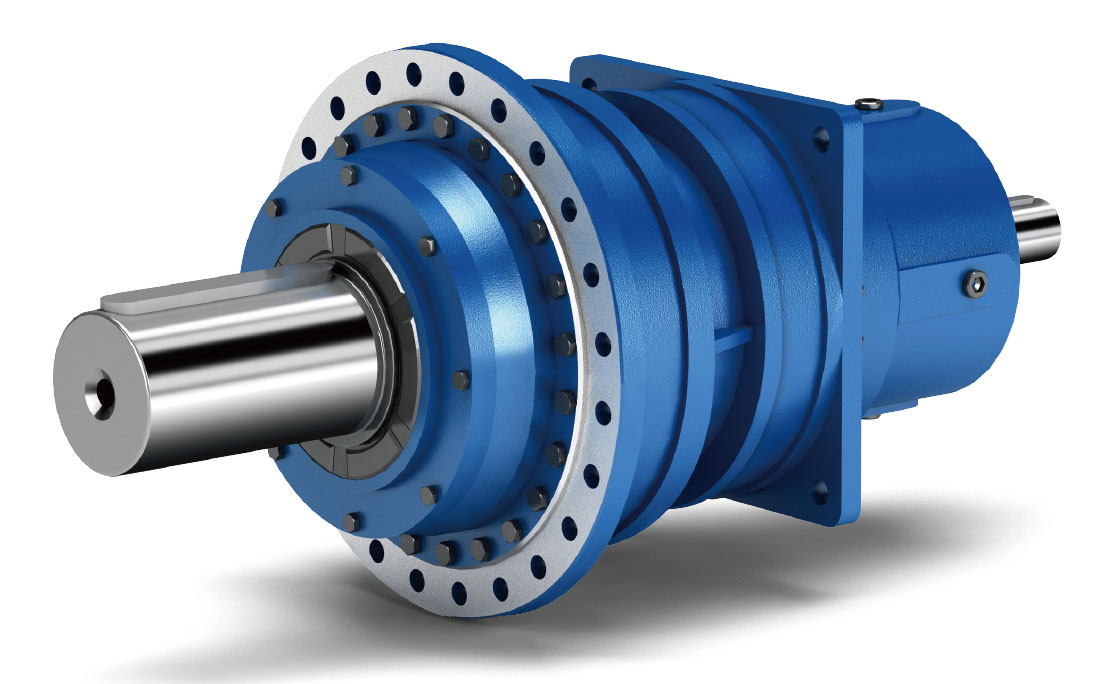
行星减速机精度等级的划分
行星减速机精度等级根据传动误差和回程间隙划分,影响其在不同应用场景下的选择。高精度等级(±1弧分内)适用于精密设备,如半导体制造;中等精度(±1-±5弧分)适用于工业自动化;低精度等级(>±5弧分)适用于简单机械。回程间隙也分为低(1弧分内)、中(1-10弧分)和高(>10弧分)。选择合适精度的减速机对保证设备高效稳定运行至关重要。
直齿锥齿轮刨齿刀(Ⅱ 型)在减速机齿轮加工中的应用
直齿锥齿轮刨齿刀(Ⅱ型)是减速机齿轮加工的关键刀具,其模数和高度参数对齿轮尺寸和承载能力至关重要。正确选择模数和高度,确保齿轮啮合精度和传动效率。切削刃设计影响切削力和表面质量,减少磨损。刀具安装和对刀精度影响加工精度,合理切削参数提高性能。精确操作刨齿刀,生产高质量齿轮,保障减速机稳定运行。
行星减速机使用中的常见误区
行星减速机使用中存在选型、安装和维护三大误区。选型时需考虑负载类型、工作环境和减速比等,非仅电机功率。安装时确保同轴度,避免齿轮受力不均。维护中,正确润滑和定期检查至关重要,忽视这些会导致磨损加速和潜在故障。正确使用和维护可延长减速机寿命,保障工业生产效率。
直齿锥齿轮刨齿刀(Ⅰ型)在减速机齿轮加工中的应用
在减速机齿轮加工中,直齿锥齿轮刨齿刀(Ⅰ 型)十分重要。其有特定模数和高度范围,模数影响齿轮尺寸与承载能力,高度影响齿形。切削刃经精确设计,能确保齿轮表面质量。使用时,刀具的安装和对刀精度以及切削参数的选择都很关键。合理选用和操作这种刨齿刀,可生产出高质量减速机齿轮,保障减速机高效稳定运行。
减速机齿轮加工中的锥柄渐开线花键插齿刀
锥柄渐开线花键插齿刀是减速机齿轮加工的关键刀具,遵循JB/T 796-2010标准。其独特锥柄结构保证加工稳定性,尺寸参数如模数、齿数直接影响齿轮精度。正确选择刀具尺寸和精确操作对保证齿轮质量和减速机性能至关重要。
减速机齿轮加工中的插齿刀垫尺寸知识
在减速机齿轮加工中,插齿刀垫尺寸对精度和质量至关重要,其标准遵循JB/T 9163.7 - 1999。正确的刀垫尺寸确保插齿刀稳定性,影响齿轮齿形和加工精度。内径不准确会导致刀具晃动,影响齿轮啮合,而高度不当则影响切削深度和角度。技术人员需根据刀和要求精确选择尺寸,并严格控制制造与安装精度,以保证齿轮质量,满足工业需求。
减速机齿轮加工工艺与碗形渐开线花键插齿刀尺寸
在减速机齿轮加工中,碗形渐开线花键插齿刀是关键,遵循JB/T 7967-2010标准。这种刀具用于加工花键齿轮,具有多种尺寸参数,如公称分圆直径、模数和齿数,以适应不同减速机齿轮需求。插齿刀的尺寸精度直接影响齿轮啮合和减速机性能,因此必须精确选择和调试刀具,并合理控制切削参数以确保齿轮加工质量,保障减速机高效稳定运行。
减速机齿轮加工中的刀槽宽度知识
在减速机齿轮加工中,刀槽宽度对齿轮质量和性能至关重要。直齿插齿刀的最小空刀槽宽度随模数m增大而增加,以保证足够的退刀空间,避免刀具与齿形干涉。斜齿插齿刀的空刀槽宽度受模数和螺旋角影响,需合理选择以确保斜齿轮加工精度。正确控制空刀槽宽度,对提高齿轮啮合精度、传动效率和使用寿命至关重要。
减速机内齿轮加工知识
内齿轮加工方法包括插齿、拉齿和数控铣齿,各有优缺点。插齿精度高但效率低;拉齿效率高但成本高;数控铣齿柔性好但技术要求高。精度控制需考虑刀具选择、磨损监控和工艺系统稳定性。热处理提高硬度和耐磨性,但需控制变形。综合这些因素,可生产高质量内齿轮,保障减速机性能。
减速机发热后的降温处理之道
减速机运行中发热现象普遍,及时降温对保障其正常运行和延长使用寿命至关重要。改善工作环境,调整运行参数,检查并维护冷却系统,优化润滑条件是降温的关键措施。严重发热时应立即停机自然冷却,避免高温下操作导致损坏。安装温度传感器实时监控,确保减速机稳定运行,维护生产系统高效。
行星减速机发热严重的原因探究
行星减速机发热严重由多因致。负载超额定、频繁启停,润滑脂不足或变质、冷却系统故障,齿轮啮合不良、轴承异常,高温环境、通风差,电机故障或与减速机匹配不当等皆可引发。需综合考量各方面因素,及时排查并处理,以保其稳定运行、延长寿命,助力生产系统高效运作。
减速机齿轮加工中锥面砂轮磨齿机缺陷剖析
锥面砂轮磨齿机在减速机齿轮加工中至关重要,但存在缺陷,如砂轮修整问题、齿顶塌角、齿根凹入和齿向误差。这些问题影响齿轮精度、传动效率和使用寿命。通过精确设备调试、严格质量检测和技术创新,克服这些缺陷,对提升减速机齿轮加工精度和质量、推动行业发展具有重要意义。
展开式减速机高速轴与低速轴的轴承选型
展开式减速机中,高速轴与低速轴轴承选型关键。高速轴转速高扭矩小,深沟球轴承适用中小功率,圆柱滚子轴承应对大径向载荷,角接触球轴承平衡轴向力。低速轴转速低扭矩大,圆柱滚子轴承用于大径向载荷,圆锥滚子轴承适配低速重载且有轴向力工况。合理选型保障减速机性能与寿命。
减速机齿轮加工中蜗杆砂轮磨齿机齿向误差分析
减速机齿轮加工中,蜗杆砂轮磨齿机的齿向误差会显著影响齿轮质量和减速机性能。机床几何精度偏差、砂轮安装精度、工件装夹方式等是主要原因。纠正措施包括使用高精度测量仪器精确调整机床,确保砂轮安装准确,设计合理的装夹工装,优化加工参数。通过这些方法,可减少齿向误差,提升齿轮加工质量,保障减速机高效稳定运行。
蜗杆砂轮磨齿机齿形误差分析:提升减速机齿轮加工精度
蜗杆砂轮磨齿机在减速机齿轮加工中至关重要,但齿形误差会严重影响齿轮质量与减速机性能。齿形误差可能源自砂轮不均匀磨损、安装调试不当及加工参数设置。为解决这些问题,需定期修整砂轮、精确安装调试、优化加工参数。这些措施对保障齿轮加工质量、提升减速机性能至关重要。
展开式减速机低速小齿轮的位置分析
展开式减速机中,低速小齿轮位置关键。常见二级展开式减速机里,动力先入高速轴,经与中间轴齿轮啮合完成一级减速,低速小齿轮位于中间轴,再与输出轴大齿轮构成二级传动。此布局依传动原理、受力及结构设计而定,利于合理分配受力、紧凑设计,对减速机高效稳定运行意义重大。
展开式减速机中高速级和低速级齿轮副可以用一样吗
展开式减速机高速级与低速级齿轮副配置是否相同值得探究。从受力特性看,二者扭矩与转速差异大,相同齿轮副难兼顾疲劳寿命与强度要求;传动效率方面,各级优化需求不同,统一齿轮副会降低效率;磨损情况上,各级磨损机理有别,相同配置难以应对。故一般不宜采用相同设计,应分别优化。
展开式减速机的安装调试技巧与注意事项
在减速机安装前,需确保场地平整、干燥、通风良好,基础牢固且水平。准备必要的工具和材料,如扳手、螺丝刀、水准仪等。安装过程中,要平稳吊运减速机,精确调整轴的同轴度,均匀紧固连接螺栓。调试时,先空载运行1-2小时,检查无异常后,逐步增加负载至额定值,监测运行情况,确保稳定后正式投入使用。
减速机加工中砂轮硬度的选择
在减速机齿轮加工中,砂轮硬度的选择对加工质量和效率具有显著影响。针对未淬硬钢、调质钢、淬硬钢、高速钢和铸铁等不同材料,砂轮硬度应从粗磨的N~M至精磨的L~K不等。硬度的选择需考虑磨削方式、磨削参数及冷却润滑条件,以确保减速机齿轮的表面质量和精度,同时避免磨削缺陷,提升整体加工性能。
减速机加工中砂轮粒度的选择(F 系列粒度)
在减速机齿轮加工中,砂轮粒度的选择对加工质量和效率至关重要。粗磨阶段推荐使用F36至F46粒度的砂轮,以快速去除余量并保持加工效率。精磨工序则需选用F46至F60粒度的砂轮,以提升齿轮尺寸精度和表面质量,减少粗糙度。精细刃磨则需F60粒度砂轮,确保齿轮刀具刃口锋利精准。合理选择砂轮粒度,不仅满足精度和表面质量要求,还关乎加工成本和效率,对提升减速机品质和可靠性具有重要意义。
全方位解析减速机电机能效提升策略
在减速机电机选型与匹配优化中,选择合适能效等级的电机和精确计算功率与传动比是提升能效的关键。变频调速技术和智能控制系统的应用,能够实现电机输出与负载的实时匹配,显著提升能效并降低能耗。同时,电机本体结构与材料的改进,以及散热结构与材料的优化,也对提高电机能效和延长使用寿命起到重要作用。这些措施共同作用,确保了减速机电机在各种工况下的高效稳定运行。
减速机电机的维护保养策略:确保高效稳定运行
减速机电机的维护保养对延长其寿命和减少故障极为关键。需定期检查电机绕组绝缘电阻与接线端子,关注轴承润滑脂、游隙、温度及散热系统状况,重视电机与减速机协同维护,包括轴连接、联轴器、齿轮啮合等。通过系统细致的保养工作,可及时发现并解决潜在问题,保障电机高效稳定运行。
减速机加工中砂轮主要尺寸的重要性
在减速机加工领域,砂轮尺寸的选择至关重要,影响加工效率、精度和安全性。砂轮的外径、厚度和孔径需根据减速机系列和加工阶段精确选择。合适的外径提高效率,厚度影响寿命和精度,孔径确保安装精度。技术人员需根据减速机特点和砂轮特性,实现高效、精准加工,满足工业需求。
减速机齿轮加工中磨齿机砂轮的形状与代号知识
在减速机齿轮加工领域,磨齿机砂轮的形状和代号对加工精度和效率至关重要。碟形砂轮适用于大型齿轮的精密修整,蜗杆砂轮确保渐开线形状精度,平形砂轮用于齿轮端面磨削,单斜边和双斜边砂轮则修整齿顶和齿根。砂轮代号提供了形状、尺寸、粒度和硬度等关键参数,便于操作人员根据加工需求选择合适的砂轮,从而保证齿轮的加工质量,提升减速机的可靠性和性能。
减速机加工中砂轮组织分类及分级的知识
在减速机加工中,砂轮的组织分类及分级对加工效率和质量至关重要。紧密组织砂轮适用于粗加工,中等组织砂轮广泛用于半精加工和精加工,而疏松组织砂轮则适合硬度较高的材料加工。合理选择砂轮组织分级,可提升加工效率,保证减速机齿轮和轴的加工质量,是制造过程中的关键环节。
减速机加工中砂轮硬度等级的选择与应用
减速机零部件加工与砂轮硬度等级的关系。减速机内部零件精度要求高,而砂轮硬度影响加工质量。砂轮硬度分为超软、软、中软、中、中硬、硬和超硬等多个级别且对应不同代号。文中分别阐述了各级别砂轮在减速机不同零部件加工中的应用,包括齿轮、轴套、轴、箱体、齿轮轴及特殊减速机零件等。
减速机齿轮加工中表面粗糙度与砂轮粒度的近似关系
在减速机齿轮加工中,砂轮粒度对表面粗糙度有显著影响。砂轮粒度越小,表面越光滑,粗糙度Ra值越低。粗加工阶段可选用较粗砂轮粒度,而精加工则需更细粒度以满足设计要求。相关标准如GB/T 2481.1和GB/T 2477为砂轮粒度选择提供依据,确保齿轮传动性能和寿命。
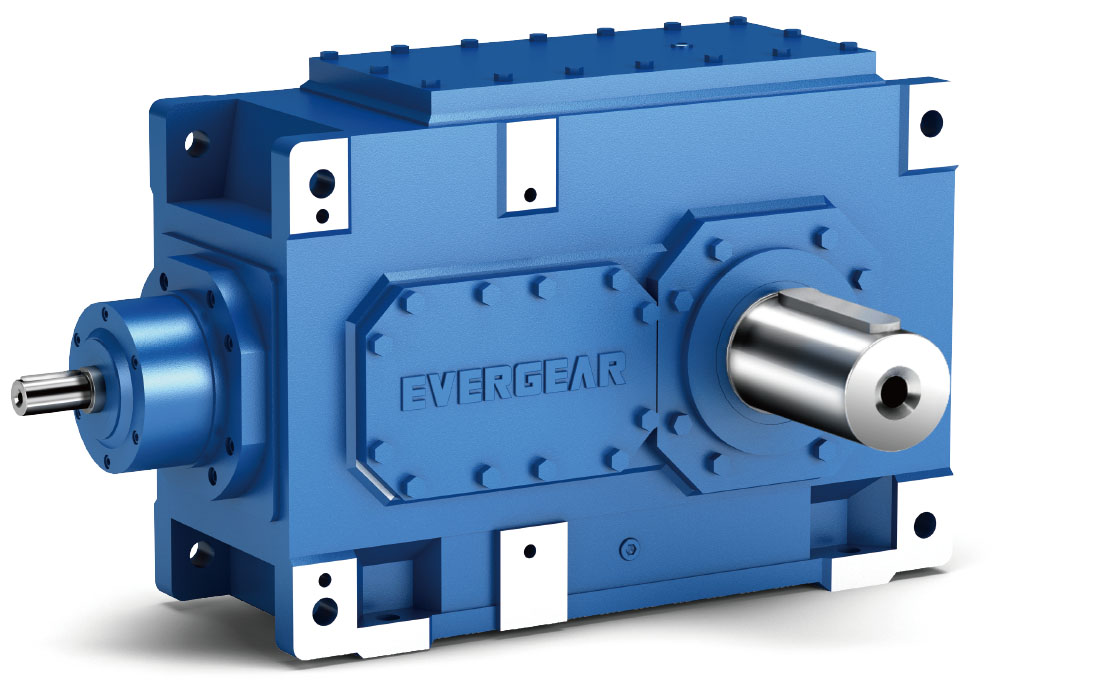
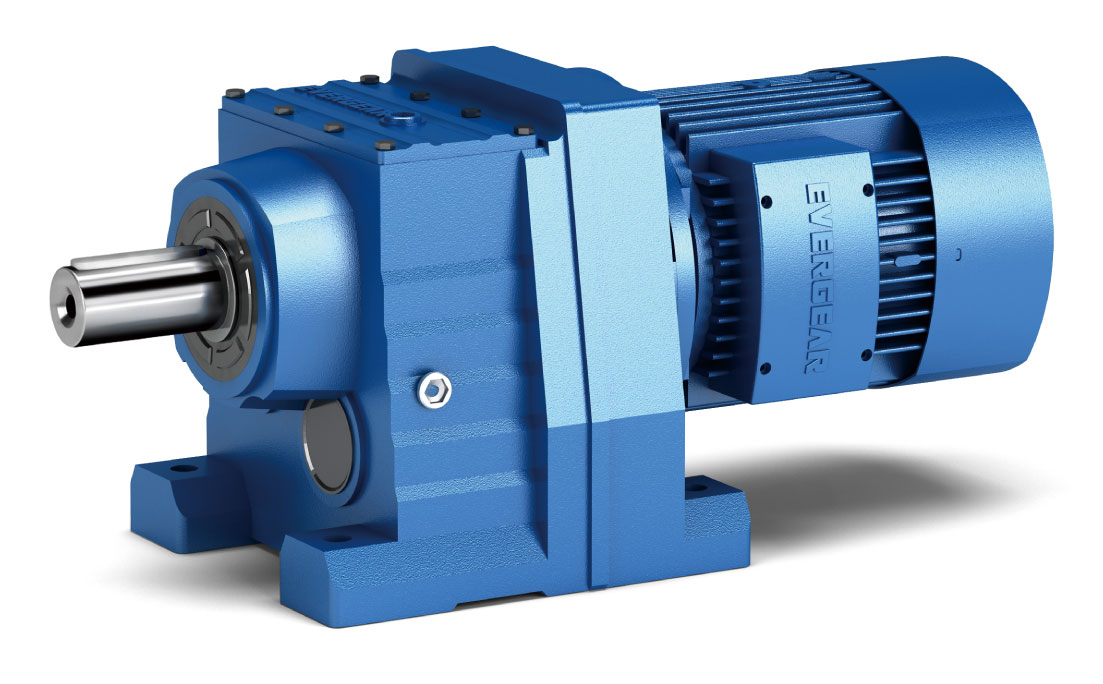
ER系列斜齿轮硬齿面减速机是新颖减速传动装置。采用最优化,模块组合体系先进的设计理念,具有体积小、重量轻、传递转矩大、起动平稳、传动比分级精细等性质,可根据用户要求进行任意连接和多种安装位置的选择。
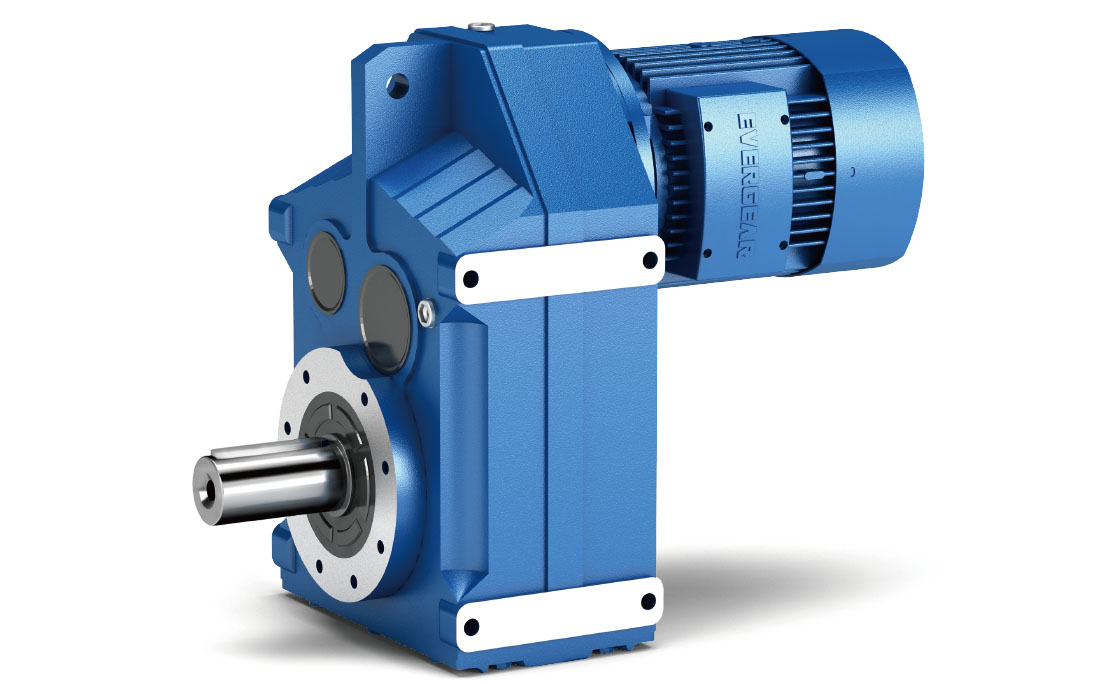
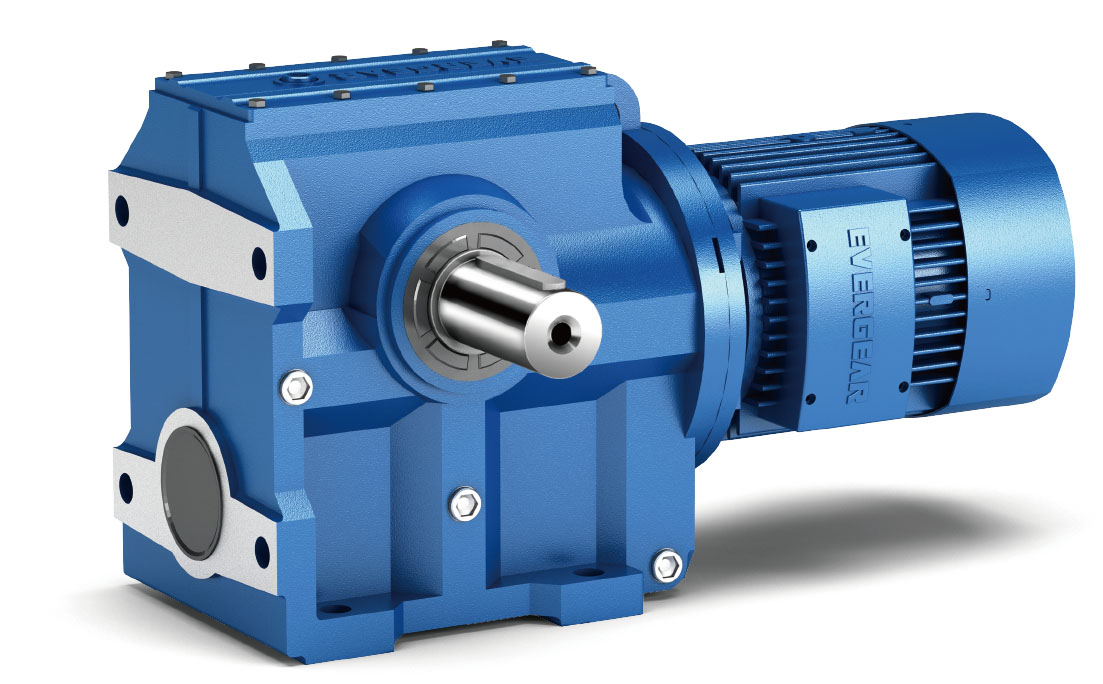
平行轴斜齿轮减速机是硬齿面R,F,S,K四大系列减速机中的F系列减速机。采用单元结构模块化设计原理,大大减少了零部件种类和库存量,也大大缩短了交货周期。带筋的高刚性铸铁箱体、齿轮采用优质合金钢,表面经渗碳淬火硬化处理,磨齿精加工,传动平稳,噪声低,承载能力大,温升低,寿命长。
轴装悬挂式扭力臂安装
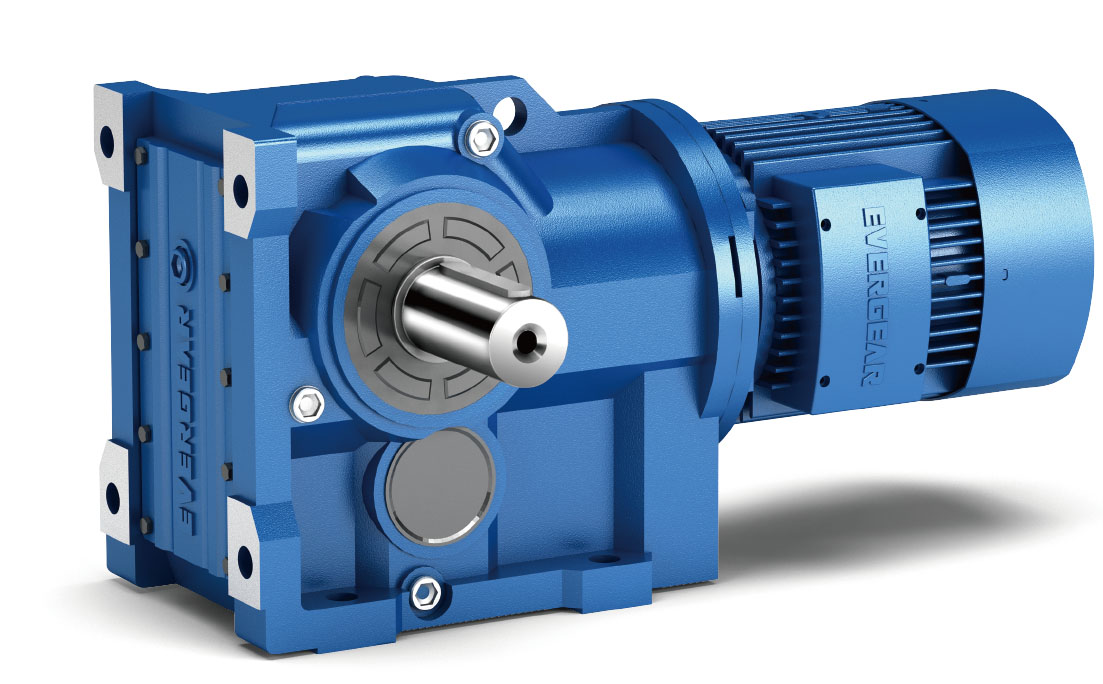
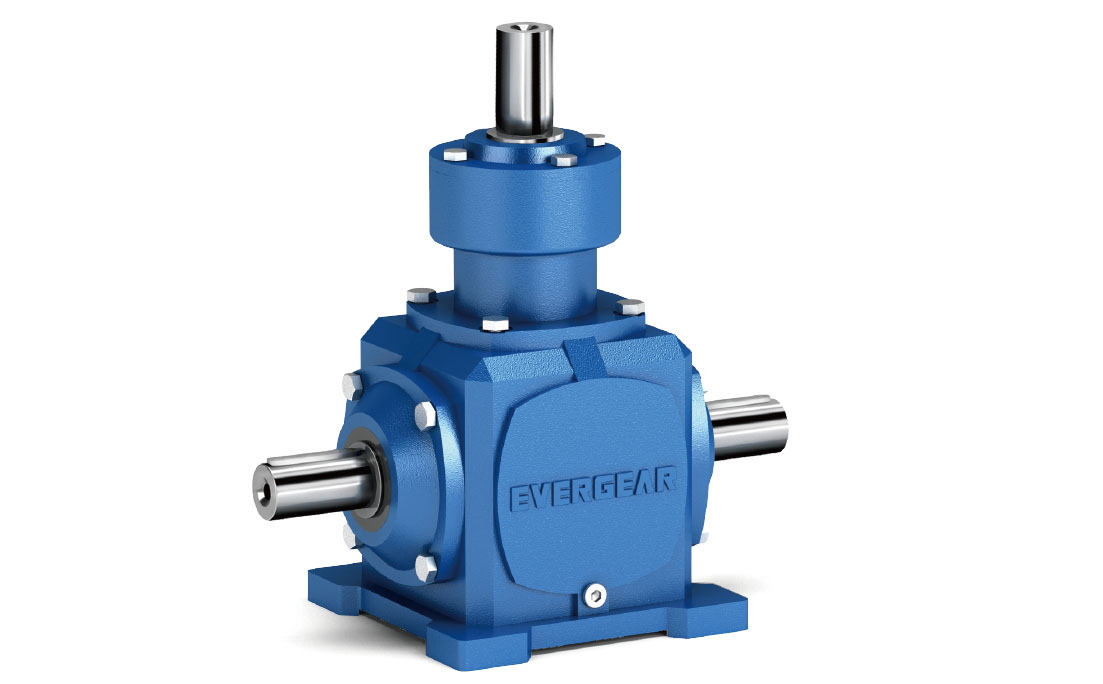
K系列弧齿锥齿轮减速机是一种性能稳定可靠的传动设备,具有结构紧凑、传动效率高、噪音低、使用寿命长等优点。它采用优质的齿轮材料和精密加工工艺,传动效率高达95%以上,能够有效减少能量损耗。适用于各种工业领域,如冶金、矿山、化工、建材、食品等,常用于输送机、搅拌机、提升机、包装机等设备中。同时,K系列减速机还可以根据客户的需求定制不同规格和型号的产品,满足不同的传动需求
长按屏幕识别二维码
打开手机扫描二维码
友情链接: